Search


CNC Manufacturer & Supplier In China!
STRICTLY FOLLOW ISO 9001 QUALITY STANDARDS TO MAKE EACH PROJECT.
Established in 2008, Dongguan Wonder Industrial Co., Ltd is a professional China Top Cnc Manufacturing and engineering manufacturer and suppliers that is concerned with the design, development, production of affordable metal parts.Wonder Industrial can be one of your best manufacturer cnc machining and cnc laser cutting suppliers & manufacturers to custom parts online!
- Rich Experience
- Rich production capacity
- Fast Turnaround
Since
2008
2008





Quality in Every CNC Manufacturing Parts
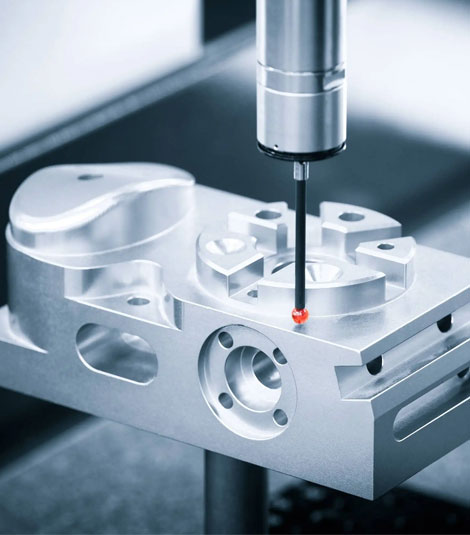
Advanced CMM,2.5 inspection equipment that give manufacturing precision and accuracy. With sophisticated measuring and testing equipment in house, we check all incoming material and parts to meet your specifications.
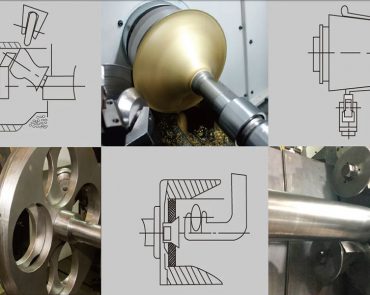
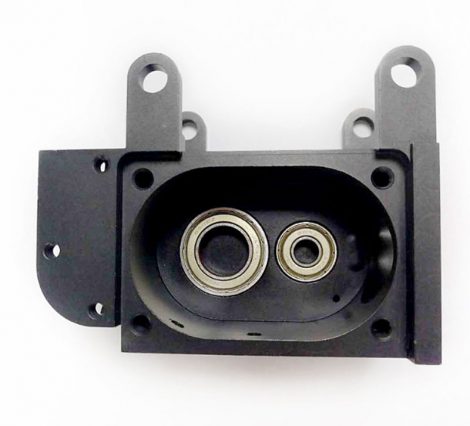
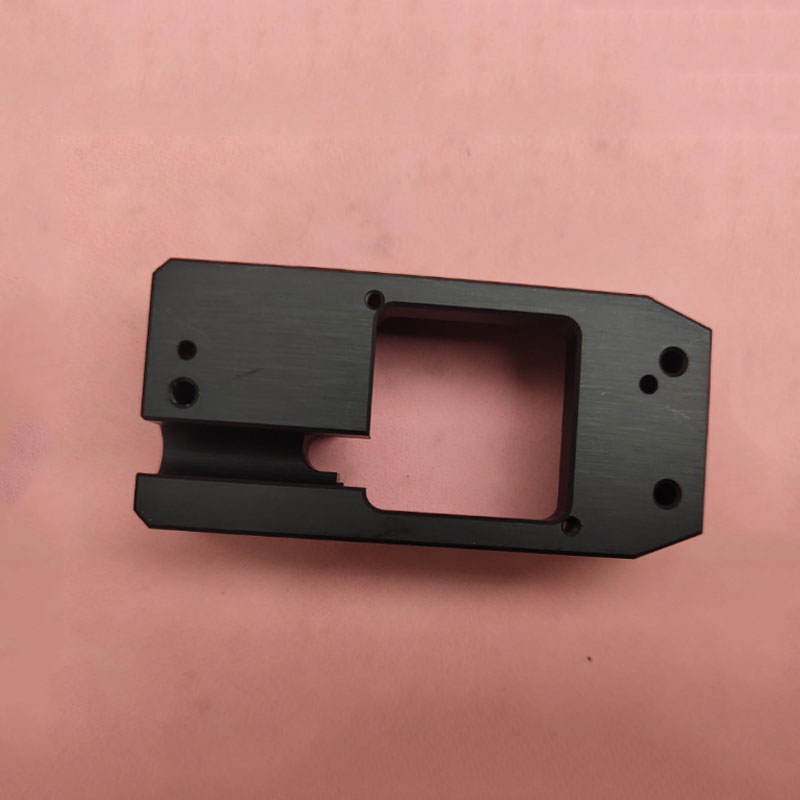
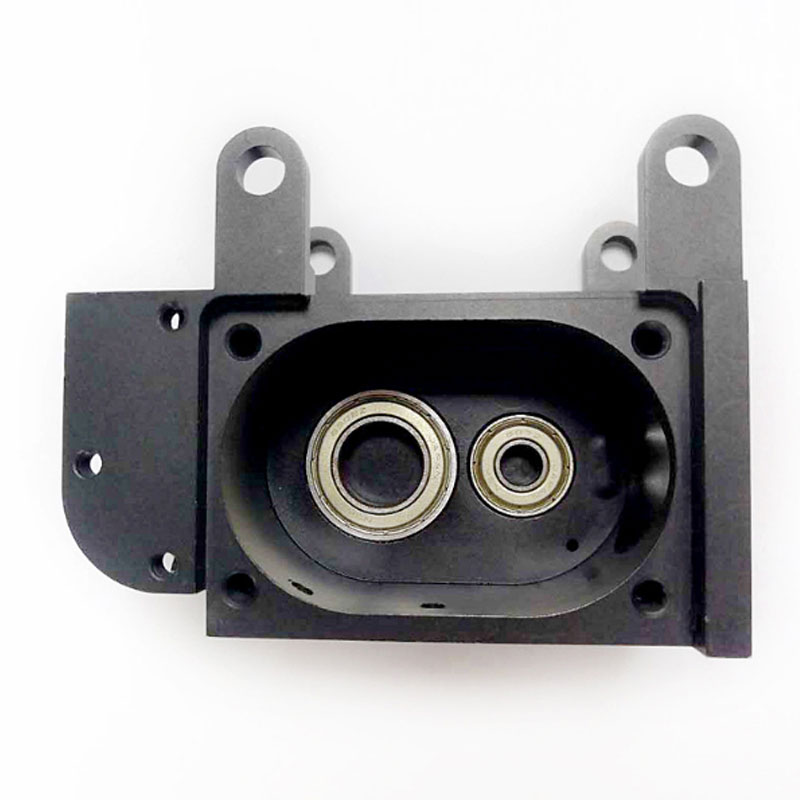
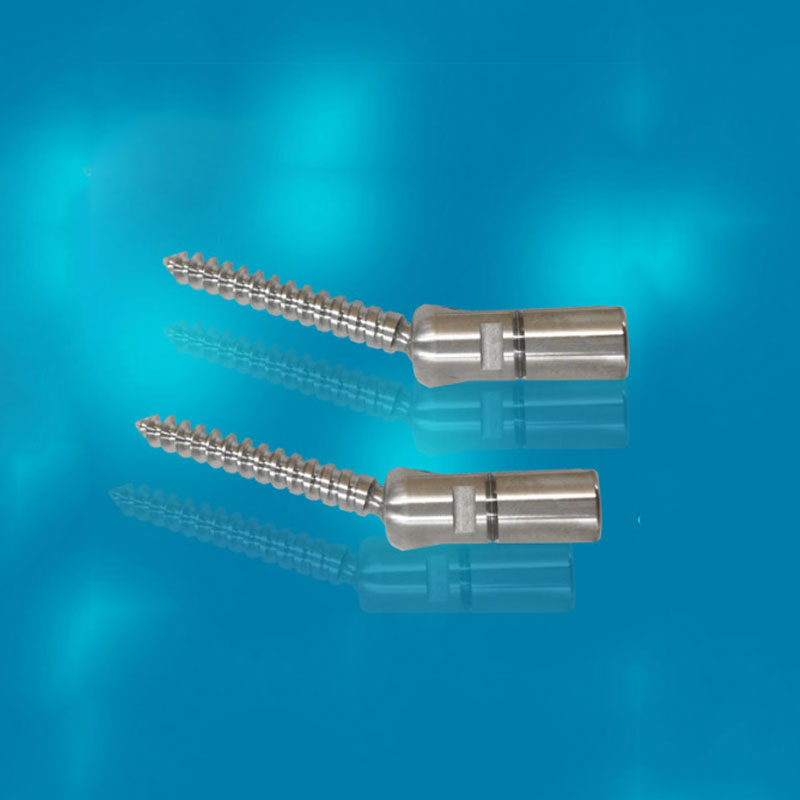
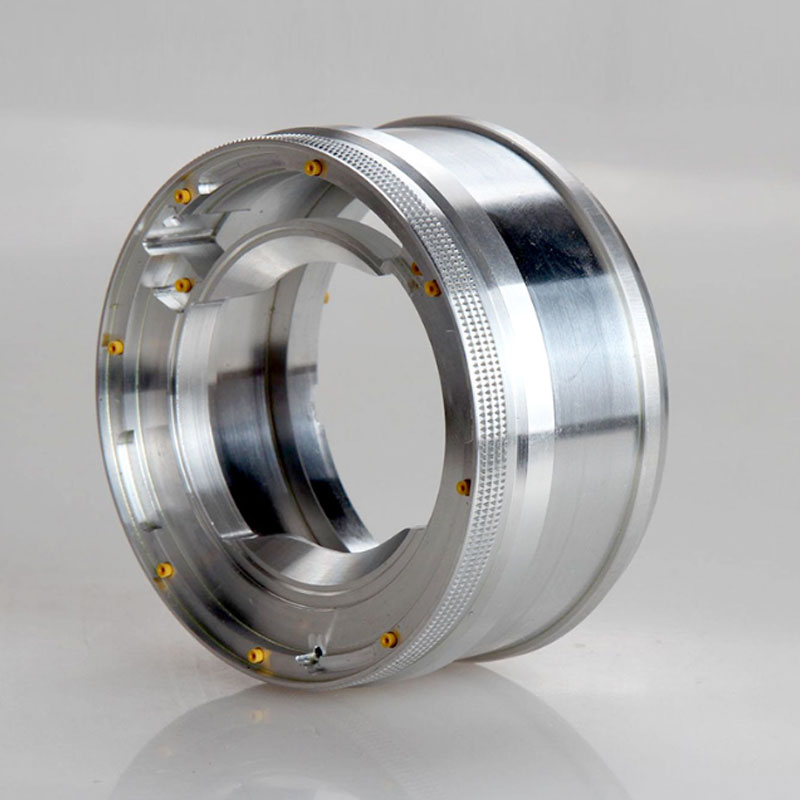
work showcase.
- Automotive[4]
- Electronic[4]
- Fishingtackle[4]
- Medical[4]
- Optics[5]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

0
Projects Delivered Per Month
0
Satisfied Customers
0
Countries Served
0
Delicated Employees
We’re Committed To Deliver High Quality Projects .
01
Justin Evans From USA
I've been working with Chinese manufacturers since 2012. Wonder Industrial is by far my favorite, because of the way they handle business and the quality of what they make. If you ever want to use me for an endorsement I would be happy to do so.
02
Kay Thaele From Israel
I wanted to thank you and your team for the excellent job making these parts for us. They turned out really good. We like the surface finish, that is perfect and appealing to look at. The parts were very well packed also. Thank you for the job well done !
We’re trusted by more
than 660 clients.
Our team of designers and metal parts engineering experts are highly-qualified and well-experienced in their craft. They keep up with evolving cnc manufacturing industry trends and are continuously innovating new cutting-edge solutions.
When you entrust us with your cnc manufacturing project, we handle it with utmost professionalism and dedication. Every design detail will be custom-made to match your requirements and ease your manufacturing process. We guarantee you a stress-free customer experience and complete discretion on all intellectual property. Look no further. Contact us today and let us get started on your project.

- Max Part Size: 22 x 14 x 1.25 in
- Linear Dimension: +/- 0.01 mm;
- Hole Diameters: +/- 0.008 mm;
- Shaft Diameters: +/- 0.004 mm;