Several methods of machining Kovar alloy, PTJ Metal’s personal experience tells you the advantages and disadvantages of various methods
Since Kovar alloy processed products are mainly used for glass sintering, Kovar alloy parts are mainly based on cavity structure. That is, parts and products generally have internal spaces for arranging electronic structural parts, and then sealing the glass.
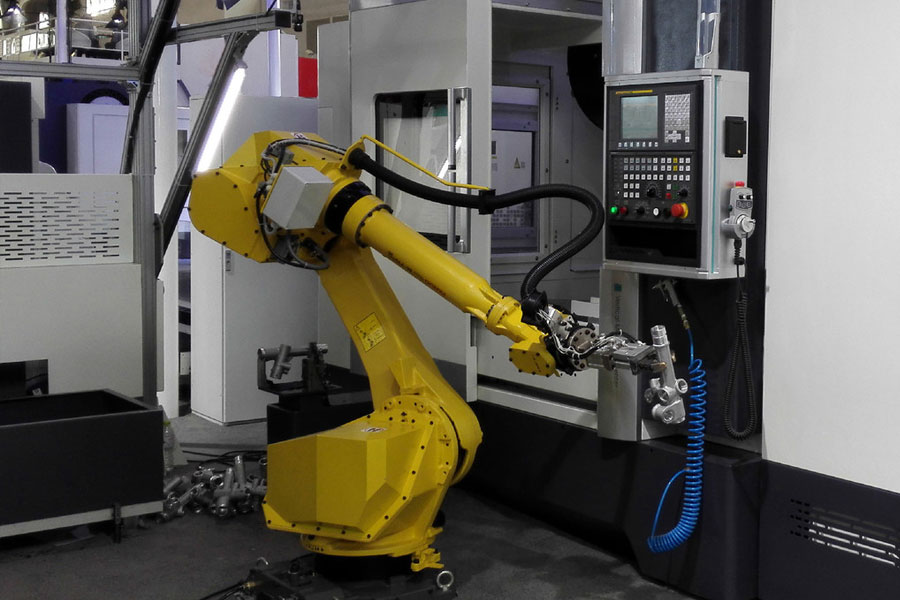
There are two main processing methods for Kovar alloy parts: CNC machining and CNC core-moving. The CNC machining of Kovar is mainly aimed at manufacturing square cavity structural parts. The CNC core walking machine is mainly used to process Kovar alloy of cylindrical hollow structural parts. CNC machining and CNC core mobile machining are often referred to as machining. The relatively high plasticity of Kovar alloy material makes it easy to pierce the knife when processing Kovar alloy. Especially in the drilling and tapping of Kovar alloy, it is particularly easy to break the tool due to sticking, and the processing efficiency is not high. Moreover, when processing the cavity, the material utilization rate of Kovar alloy parts is not high, generally less than 50%, because a large amount of material needs to be excavated to form a space. These are the disadvantages of Kovar alloy processing. However, if there are few customer orders for Kovar products, machining is also the only more convenient way of processing.
Machined Kovar
PTJ has already met several customers who have a large demand from Koval’s customers. PTJ Hardware has met several customers who have a great demand for Kovar alloy. The processing speed cannot keep up with the needs of customers, so PTJ Hardware has to choose other processing methods. Now I will share with you and make progress together.
In 2018, I received a Korean customer who needed 50,000 Coval products per month. The product is a hollow product with a length, width and height of 30*15*10mm and a wall thickness of 1mm. When using CNC machining, one is that the output cannot meet the customer’s demand, and the other is that the cost can’t meet the customer’s demand.
PTJ is also looking for a powder metallurgy process, but it cannot be used due to the high nickel content of Kovar. Later, PTJ Group proposed a Kovar alloy strip. The R&D personnel solved the key problem and made the cavity through the stretching technology.
Through actual inspection, it fully meets the needs of customers, and the mass production speed and cost unit price can also meet the needs of customers, and the problem has been satisfactorily resolved.
There is also a Kovar alloy cavity with a relatively normal shape. Like a matchbox, the three sides need to be hollowed out. This stretching method cannot be done. A press of more than 300 tons must be used for extrusion. PTJ is still very experienced in squeezing Kovar. However, the price of this kind of open-cavity continuous cold extrusion die is relatively expensive, generally 70-80,000 yuan or more, so there is no need or consideration to order more than 200,000 Kovar alloy parts.